





取付プレートのボルト穴をザグリカッターで加工するも加工目が粗くなってしまった。
まあ、ボルトが効いていれば良いので不具合は無いけど最近CNCをいじってないので加工してみた。
使わないと忘れちゃうからね。
座ぐりカッター


ドリル穴を案内にキャップボルト頭を逃す座ぐりカッター。
カッターの切れが悪くなったのと切削油を使わなかったのでビビリが発生し粗い加工目になった。
今回はCNCのリハビリを兼ねて一発綺麗に削り直します。
座ぐりカッターはボール盤で簡単に加工できるので便利だよね。

LIFE QUEST
¥ 5,021(2026/01/25 19:04時点)
Fusion360データ作成
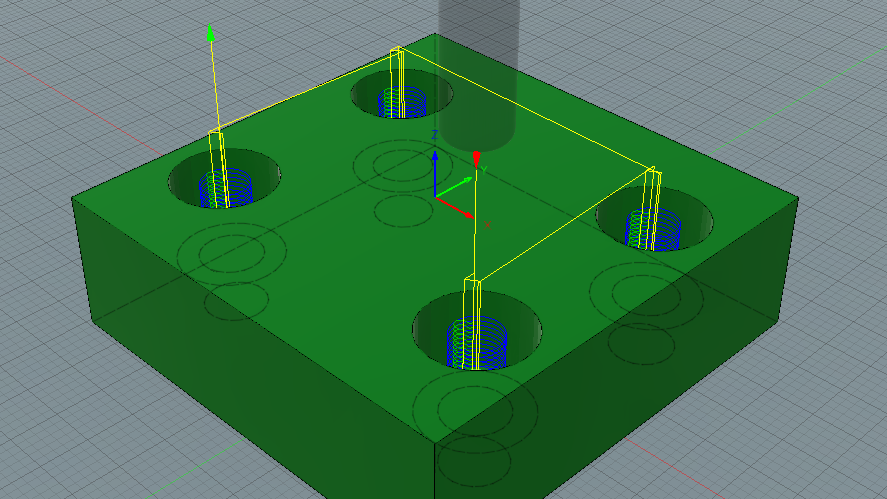
久し振りにFusion360を触る。
使い方忘れかけてるが頑張ってデータを作成。
切込みピッチ0.5,20mm/min,送り速度250mm/minでやってみよう。
CNC加工
CNCスタートはいつも緊張するよ。
自動で削ってくれるので放置すればいいんだけど動きが面白くて見入ってしまう(笑)
このパスを反面教師として腕を磨いてください。
私はハイス(HSS)エンドミル2刃を普段使いしています。
切子排出と摩耗した場合、先端を詰めての再研磨が容易だから。短くなるまで使います。
超硬は再研磨が大変なのでベアリングとか嵌め合い精度が必要な場合に仕上で使います。
![■OSG ハイススクエアエンドミル 2刃ショート 刃径6mm シャンク径8mm 80012〔品番:EDS6〕【2005859:0】[店頭受取不可]](https://thumbnail.image.rakuten.co.jp/@0_mall/hcvalor-eshop/cabinet/trusco/2005/trusco-2005859.jpg?_ex=128x128)
ホームセンターバロー 楽天市場店
¥ 2,893(2026/01/25 19:04時点)
修正完了

老眼人間のケガキ穴あけと違いピッチ精度は抜群です(笑)

座面も綺麗になり気持ち良いですね。
使用したツール
使いやすい心出しバー

普通の座ぐりはこいつで問題ない。早いし。
LIFE QUEST
¥ 5,021(2026/01/25 19:04時点)
ハイスで手研ぎすれば長持ち
ホームセンターバロー 楽天市場店
¥ 2,893(2026/01/25 19:04時点)

